技術開発事例
Technology development case
インプットシャフト加工方法の技術開発事例
一般的なインプットシャフト加工方法
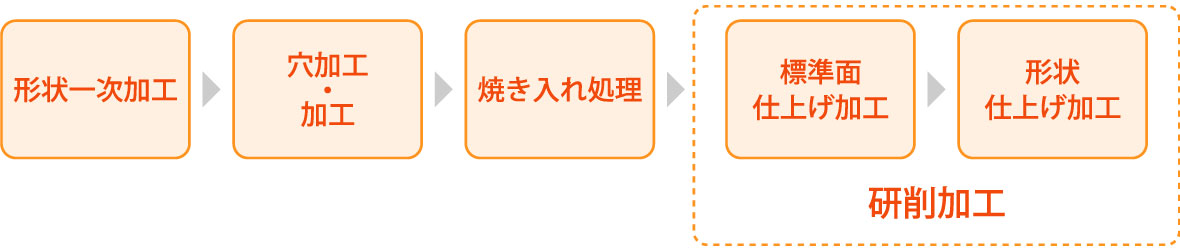
一般的なインプットシャフト、特に電気バス・電気トラック用のインプットシャフトについては、仕上げ加工の際、ワーク側面に穴が開いている為、旋盤切削加工を行おうとすると「断続切削」となるので基本的にはできません。断続切削になる場合、加工時に「カンカンカン!」と鳴り、工作物への刃物の入りと抜けが繰り返され、振動によって旋盤のチップが掛けてしまいます。チップが掛けると加工のやり直しになりますが、高い寸法精度を求められるインプットシャフトに関しては、一度機械を止めてしまうと二度と均一な加工はできません。インプットシャフトの仕上げ加工については、通常、研削加工を用います。
NITTOのインプットシャフト加工方法例
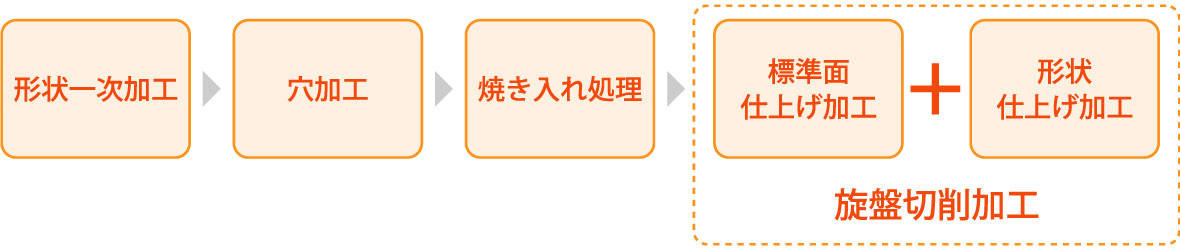
形状の仕上げ加工を研削加工から切削加工に変更し、インプットシャフトの加工を行います。NITTOでは、高硬度の材料に対して、ミル旋盤加工機を用いて、通常旋盤加工で使用されるチップの代わりに、エンドミルを用いて切削加工をします。
ミル旋盤については、通常の旋盤に比べ、剛性が強く、高硬度の材料への切削を行ってもビビることなく断続加工が可能となります。またエンドミルの装着が可能なため、刃枚数が多数ある特殊なコーティングを行ったエンドミルを使用し加工を行い、独自性の高い加工を実現します。その事により、二つの工程を一つに集約できるため、製作コストの低減とリードタイムの短縮が可能です。
インプットシャフト加工方法の技術開発事例

インプットシャフトの生産性向上による納期短縮、工法転換によるコスト低減など、ニットー精器産業ではお客様へ最適な提案を行います。インプットシャフトの試作開発品をはじめ、図面のない構想段階からお気軽にご相談ください。
※インプットシャフトの技術開発による、リードタイム短縮事例は下記【最適化提案事例ページへ】よりご確認ください。
